














《鄉民大學問EP.38》字幕版|藍營2028的超級戰術!黃暐瀚:民調洩民進黨這弱點!廢死引爆民怨 是蔡英文挖坑給賴清德?台電屢跳電 萬美玲曝內幕:竟是小鳥惹的禍?!賴清德赴立院國情報告?將對上韓國瑜?
NOW影音
更多NOW影音








焦點
更多焦點-

網路卡卡!多縣市網友哀嚎回報「斷網災情」 中華電信公告曝光
近來餘震頻頻,各地災情不斷,有網友更哀嚎地震後網路斷斷續續、時常斷線,訊息都傳不出去,並上網詢問「有沒有中華電信固網的卦」,多個縣市都傳出斷網回報;而根據了解,NCC發言人翁柏宗日前就曾表示,3大電信
2024-04-25 23:04
-

美國第一季GDP成長不如預期!美股開盤重挫 道瓊崩跌逾600點
美國公佈最新經濟數據,第一季GDP年增1.6%,遠低於經濟學家之前預期的2.4%,個人消費支出(PCE)平減指數初報為3.4%,遠高於上一季的1.8%,加深了通膨持續的擔憂。經濟疲軟與通膨威脅雙重夾擊
2024-04-25 22:55
-

《淚之女王》金智媛結婚現場!韓劇CP御用飯店 玄彬孫藝真也愛這
金秀賢、金智媛搭擋的Netflix韓劇《淚之女王》,開播後一路維持高收視率,目前距離tvN電視台收視率第一的紀錄僅一步之遙。本週末《淚之女王》將播出完結篇,讓不少粉絲都十分期待金秀賢與金智媛這對CP可
2024-04-24 17:39
-

愛犬遭台灣土狗咬死!飼主怒提告求償60餘萬元 法院判決結果出爐
(中央社記者張已亷高雄25日電)高男愛犬「EGO」遭陸姓女子飼養台灣土狗「阿財」咬死,高男求償新台幣61萬多元。橋頭地院認犬隻與飼主關係不構成精神慰撫金賠償要件,判陸女賠13萬多元,全案可上訴。橋頭地
2024-04-25 22:22
-

直播/戰貓來了!蕭美琴現身政大校園 與大學生暢談青年議題 由政大學⽣會、學⽣議會主辦,並與《 NOWnews 今⽇新聞》共同合辦之「政治進 ⼊⼤學 2.0?!-青年與副總統候選⼈」講座,今晚在政大登場,今晚七點,民進黨副總統候選人蕭美琴將現身政大,與青年學⼦
MORE -

全台最新水情曝!14水庫蓄水量剩不到一半 石門24%、曾文僅達3成 全台各地水請拉警報!截至今(19)日上午10時,全台各地僅3水庫蓄水量在80%以上,北部地區的石門水庫僅剩24%,南部主要水庫曾文水庫也只有3成以上,不過烏山頭水庫還有88%。水利署副署長王藝峰接受《
MORE -

美再援抗俄軍火 ATACMS長程飛彈運抵烏克蘭 (中央社華盛頓24日綜合外電報導)美國國務院今天表示,美方已運送陸軍戰術飛彈系統(ATACMS)長程飛彈至烏克蘭,以便在其境內使用,這些武器已於本月運抵該國。法新社報導,美國國務院發言人巴特爾(Ved
MORE -

再生能源怎推廣?網友提案「放寬綠電憑證」 民進黨政府上台後,力推再生能源,經濟部在2016年提出,目標2025年能源佔比為燃氣5成、燃煤3成、再生能源2成;但今年年初,經濟部悄悄將再生能源佔比目標下修為15.2%。經濟部雖解釋是因近兩年經濟高
MORE -
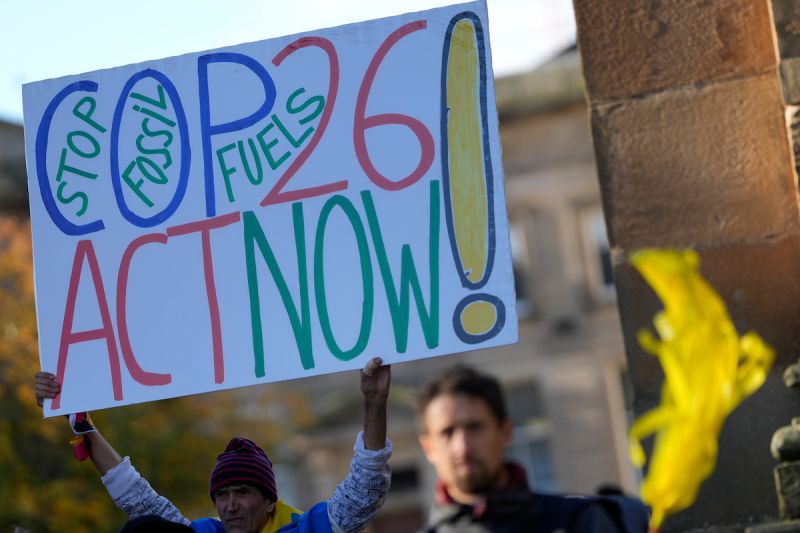
備戰碳交易7/氣候變遷末日倒數 各國力拚2050淨零碳排 世界各國如今面臨全球性的氣候變遷危機,總統蔡英文去年也宣示台灣將和國際主流同步,達到「2050淨零排放」目標;事實上,在去年第26屆聯合國氣候變遷大會(COP26)當中,多國共同簽署了《格拉斯哥氣候協
MORE -

FEniX被問同時愛上一個女孩該搶還是退?5人答案很優秀 來勢洶洶!全方位人氣男團FEniX五位成員夏浦洋、陳峻廷、曹家齊、MAX(徐彭臒)與李承隆,自推出首張同名正規專輯後,一路以來深受「救火隊(官粉名)」強大支持,加上新歌曲曲動聽,因此讓FEniX專輯口
MORE -

不用羨慕李多慧!台灣也有外援 MIT正妹邱品涵加入日職福岡軟銀 中華職棒第35年正式開打,球迷們也熱血投入,為自己支持的球隊加油。提到棒球,當然不能錯過日本,許多球迷會特地前往日本主要城市觀看棒球,而福岡更是日本目前最熱門的自由行之一。福岡擁有許多景點,包括九州最
MORE -
A漫異想世界 MORE -

日本成人片未來「動作只能演」 女優計畫毀了活不下去 日本AV產業大改革,「AV演出被害防止・救濟法案」參議院通過後,許多AV女優哀號沒了工作,各個拍攝合約與日程不斷延期,連男優都閒到跑去抓蟲,沒了收入十分淒慘。不少AV女優因為AV新法影響工作,金苗希實
MORE -

要求公布加熱菸審查資料遭拒 賴香伶怒:要掀開「黑箱衛福布」 衛福部國健署已召開完9月中第一次的加熱菸健康風險評估審查會議,立委賴香伶指出,她於9/17再次發函,要求衛福部國健署提供專家學者名單、議審查標準、資料及發言過程直播影片,卻遭衛福部拒絕。賴香伶表示,希
MORE -

竊占國土7/國產署坦言人力不足 每年追討進度不如預期 非法砂石業者占用國土問題相當嚴重,全台灣各縣市都有此現象。根據財政部國有財產署在2020年的統計資料,我國的國有土地總面積約223萬7268公頃,「非公用國有土地」約21萬9543公頃,被侵佔達2萬3
MORE -

今年首見「侵襲性b型嗜血桿菌」確診案!8旬婦感染 易誤認成感冒 衛福部疾病管制署今(2)日公布國內本(2024)年首例「侵襲性b型嗜血桿菌感染症」確定病例,為南部80多歲女性,為機構住民,3月20日出現發燒、畏寒及呼吸喘等症狀送至醫院就醫,因疑似敗血症收治住院並由
MORE -
被偷走的那疫年 MORE -

大法官提名權總統一手抓 民團籲修憲禮讓副總統與在野黨 4位現任大法官即將任期屆滿,依慣例總統府召集審薦小組,並於昨日召開第一次會議,但檢視大法官名單,民團與在野黨質疑15位大法官均由蔡英文總統提命後任命,恐有違憲與無法維持三權分立疑慮,呼籲修憲恢復任期交
MORE -

影/獨家創舉挑戰不可能 日環食節目全紀錄 於6月21日下午,天文奇景「日環食」登場亮相。《NOWnews今日新聞》獨家透過航機空拍,以空拍鏡頭,帶給觀眾不同角度,一覽日環食的奇蹟美景。▲NOWnews獨家空拍日環食,空中拍攝到日環需在事前透過
MORE -

足球/梅西今夏恐將離隊 ESPN:PSG希望他能降薪3.31億 梅西(Lionel Messi)和法甲聯賽巴黎聖日耳曼(PSG)球迷之間的關係惡化,這可能也將影響到他未來的續約意向,根據法國媒體《RMC Sport》記者Fabrice Hawkins報導,除非情況
MORE -

拳擊女王陳念琴分享戰勝淋巴癌歷程 邊吐邊練也不曾放棄 在東京奧運挺進8強的「拳擊女王」陳念琴,在賽場的英姿,台灣民眾歷歷在目,但很多人都不知道,其實他在挑戰奧運賽場前,才面臨了病痛的磨難,距離原訂的奧運比賽時間只剩下半年,她卻意外查出罹患了淋巴癌,突如其
MORE -

九合一大選確診者不得投票!60508人權益受損 監院促請2機關檢討 去(2022)年九合一選舉,依中央選舉委員會、中央防疫指揮中心考量疫情及選務人力,決議COVID-19非重症確診者不得外出投票,引發剝奪人民投票權爭議,監察院也立案展開調查,並於今年7月18日,通過監
MORE -

中華職棒/還不是靠恰恰!彭政閔清壘打兄弟下半季封王 中信兄弟今天在台中洲際棒場出戰富邦悍將,只要避免落敗就可以拿下下半季冠軍,結果兄弟不只贏球,還靠精神領袖「恰恰」彭政閔敲出清壘二壘安打,一棒終結比賽,終場兄弟以8:3贏球,也順利拋下黃色彩帶。前天才剛
MORE -

列入時代雜誌百大影響力人物 賴清德榮幸:持續捍衛台灣民主 美國「時代雜誌」公布2024年百大最具影響力人物名單,台灣總統當選人賴清德入列。對此,賴清德今(18)日表示,他會以解決問題的態度、彼此信任的精神,持續捍衛台灣民主,團結守護這個美麗的國家。時代雜誌公
MORE
要聞
更多要聞-
手機響別慌!北市北投、士林4/26上午9點「發布國家級警報測試」
0403花蓮7.2強震造成嚴重災情,台北市政府為「模擬山腳斷層南段發生規模6.6地震」災害防救演習,將於明(26)日上午9時,針對士林區、北投區發放手機國家級警報測試,提醒民眾接到測試警報後不用驚慌。
2024-04-25 20:19
-

行政院召開會議研擬「震災復原重建方案」 總經費超過200億賑災
為即刻完善0403地震災後復原重建工作迫切需求,行政院副院長鄭文燦今(25)日召開研商「0403震災復原重建方案」會議,邀集相關單位共同研議安全、有效、迅速「震災復原重建方案」,整合及運用中央與地方各
2024-04-25 19:55
-

司委會表決散會!吳思瑤嘆:國民黨認真撐不過3小時
立法院司法法制委員會今(25)日進行國會改革法案審查,最終國民黨在下午5時許提出散會動議並以5比4通過,對此民進黨立法院黨團幹事長吳思瑤嘆,國民黨認真果然撐不了3小時,又提散會動議沒收法案審查,而傅崐
2024-04-25 19:09
-

徐巧芯大姑涉詐騙洗錢 王世堅:代表政府打詐有一定成效
國民黨立委徐巧芯大姑與其丈夫涉入詐騙洗錢案,對此民進黨立委王世堅今(25)日表示,從徐巧芯家人的詐騙案就可以知道,政府打擊詐騙還是有一定成效,認為一切等司法調查就會有結果,徐巧芯現在講的都只是欲蓋彌彰
2024-04-25 18:24
新奇
更多新奇-

24歲台妹當性工作者!驚爆「每月薪水60萬」:台灣8成男人買過春
台灣知名脫口秀演員曾博恩昨(24)日推出新節目《初識啦!阿博》,試播集題材就相當辛辣,找來24歲的性工作者女子以及男友進行訪談,對方更驚爆「每月薪水60萬」,並認為台灣有8成男人買過春。▲可愛表示,現
2024-04-25 15:05
-
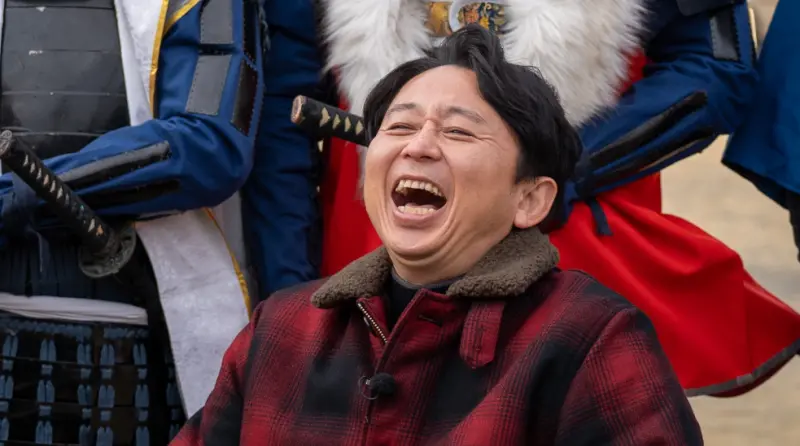
被《關鍵時刻》誤認成東大教授!有吉弘行看到了 本人回應超幽默
台灣政論節目《關鍵時刻》,由知名主持人劉寶傑領銜,時常針對各種時事進行語氣激昂的講解。不過近期在談論423地震話題時,誤將日本知名諧星主持人有吉弘行當成日本東京大學地震權威教授笠原順三,截圖瞬間在網路
2024-04-24 22:31
-
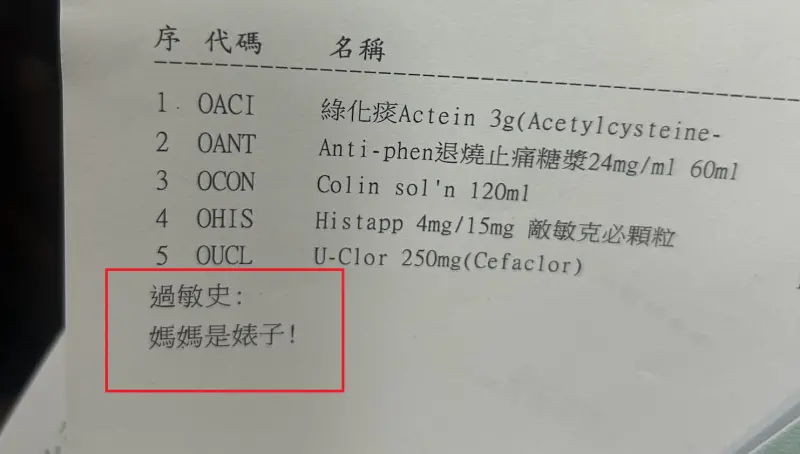
基隆醫院藥單上標註「媽媽是婊子」!人妻一看傻眼 護理師急道歉
(更新時間10:10)一位媽媽今(24)日帶著孩子前往衛生福利部基隆醫院看診,沒想到拿到藥單時,卻看到上面過敏史竟寫上:「媽媽是婊子!」讓她當場傻眼,詢問醫院究竟是怎麼回事,護理師同樣納悶,也立刻向她
2024-04-24 21:09
-

世界100大美食最新排行曝光!台灣竟成「吊車尾」:連英國都輸了
許多國際遊客來台一定會品嘗珍奶、小籠包、雞排、滷肉飯,甚至勇敢一點的還能嘗試看看臭豆腐。卻有國際美食榜單,將台灣美食排名列在榜單末端,甚至還有頗具權威性的美食評論刊物,2023年度最新榜單只給台灣第7
2024-04-24 18:43
娛樂
更多娛樂-

抗日神劇女星爆潛規則內幕!演員為求上位「鑽老闆胯下」極樂挑逗
日本女星井上朋子因為在中國大陸留學被相中出道,曾演過多部中國抗日劇;近日,井上朋子在日媒訪問中揭露「陸娛潛規則」內幕,提到有女星為求演出機會,當眾開約老闆一夜情,還鑽到老闆褲襠底下色誘對方。井上朋子不
2024-04-25 22:27
-

田馥甄遭封殺2年解禁!預告中國開唱陸網炸鍋 主辦滅火:一家人
2022年在裴洛西訪台期間,Hebe田馥甄只因為在社群平台發布「吃義大利麵照片」,就被中國大陸網友貼上「台獨」標籤。時隔2年後,天津「泡泡島音樂與藝術節」日前宣布,田馥甄將在5月2日壓軸登場開唱,消息
2024-04-25 21:19
-
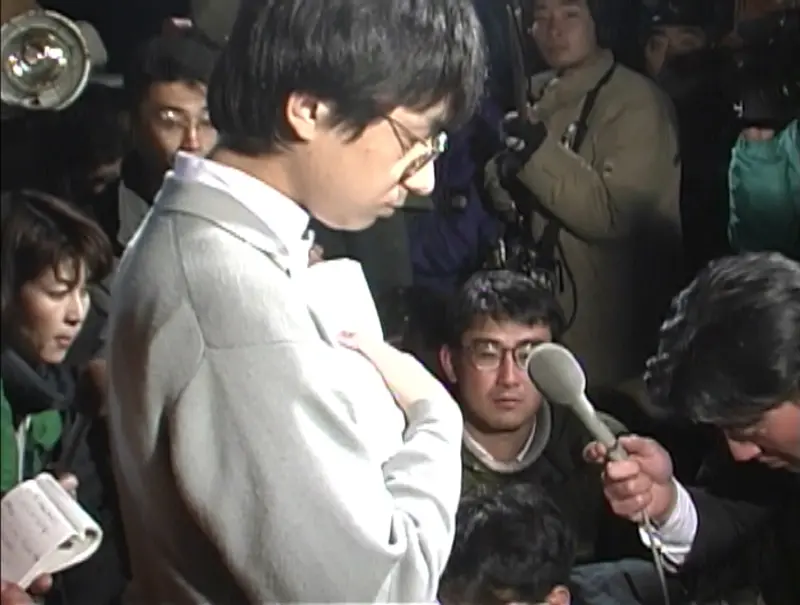
《A》揭邪教真面目!東京地鐵「放毒氣殺千人」29年前轟動全球
「台灣國際紀錄片影展(TIDF)」與國家影視中心共同企劃「記錄.紀錄:TIDF回顧精選」單元,精選6部各具特色與代表性的作品。紀錄片《A》、《A2》描述,日本奧姆真理邪教曾在東京地鐵放毒氣,造成上千人
2024-04-25 20:12
-

影/劉涵竹長9公分子宮肌瘤:與它和平共處 是否影響生育這樣說
42歲前主播劉涵竹去年3月做健檢時,發現子宮長6顆息肉還有9公分大的肌瘤,已經壓迫到膀胱,她今(25)日主持「響應『2024國際玫瑰斑月』避免玫瑰斑復發」活動,透露治療後子宮肌瘤已經縮小,目前與病灶和
2024-04-25 18:00
運動
更多運動-

大谷翔平被盜5億沒差!不受水原醜聞影響 外媒揭代言收入逾21億
洛杉磯道奇隊球星大谷翔平日前經歷水原一平詐欺案,遭竊取超過1600萬美元(約新台幣5.2億)。帳戶憑空消失如此龐大的金額,而大谷本人卻毫不知情,也令外界十分納悶。結合日媒《full count》針對大
2024-04-26 03:24
-

高球/殘念!兩台將吳芷昀、陳萱並列第二 泰國帕查拉朱達封后
總獎金10萬美元的2024 ICTSI路易西塔女子邀請賽,在路易西塔高爾夫鄉村俱樂部(Luisita Golf and Country Club)展開最後一回合賽事。台灣女將陳萱與泰國選手帕查拉朱達(
2024-04-26 02:18
-

籃球/「巨獸」德古拉狂轟41分仍無法取勝 台灣野馬錯過TAT季軍
亞洲巡迴賽The Asian Tournament(簡稱TAT)在中國廣州佛山舉行的首站賽事,進行最後1天賽程,台灣野馬隊雖有頭號洋將「巨獸」德古拉(Samuel Deguara)轟進全場最高41分,
2024-04-26 01:23
-

4/26NBA季後賽搶先報/湖人遭絕殺後回主場 詹皇率隊避免0:3絕境
NBA在4月26日進行3場首輪季後賽的賽事,上一場被Jamal Murray絕殺的洛杉磯湖人,要避免在主場陷入0:3的劣勢,「詹皇」LeBron James能否爆發救主?G2在爭議判決下兵敗紐約的費城
2024-04-26 00:05
財經生活
更多財經生活-

今彩539頭獎800萬開2注!4/25獎落「新北、台南」 威力彩槓龜了
今(25)日晚間今彩539第113000100期開獎,最終開出2注800萬元頭獎,獎落台南市永康區東橋里東橋一路111號1樓「迎東橋彩券行」、新北市新店區中興路三段1號「大偉投注站」;威力彩第1130
2024-04-25 22:23
-

快訊/威力彩頭獎保證2億!「4/25完整獎號」出爐 中了直接退休
威力彩第113000034期今(25)日晚間開獎,本期頭獎為2億元,就在剛剛「完整獎號」已經完全開出,快拿起手邊彩券對獎,看看是否有財神降臨吧!🟡4/25威力彩中獎號碼(第113000034期)第一
2024-04-25 20:48
-
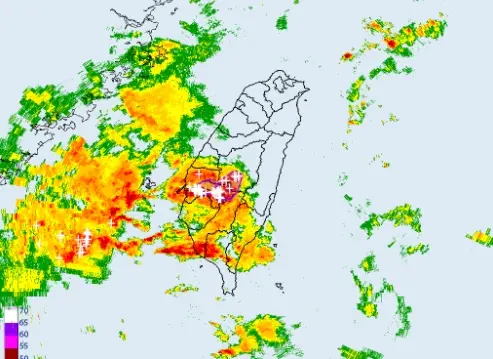
不斷更新/高雄外海出現渦旋!恐伴龍捲風、冰雹 影響範圍曝光
(更新時間:22:20)今(25)日另一鋒面逐漸接近,天氣不穩定,降雨範圍廣,西半部、東北部地區及澎湖、金門、馬祖有短暫陣雨或雷雨,並有局部大雨發生。尤其是台中以南暴雨來襲,中央氣象署也發布「大雷雨即
2024-04-25 20:38
-

半導體封測大廠京元電明暫停交易 重大訊息待公布
半導體封測大廠京元電今 (25) 日公告,因有重大訊息待公布,經證交所同意,上市普通股及以其為標的之認購 (售) 權證也同時暫停交易,待前開重大訊息公布後,再申請恢復交易,業界認為應與財報或併購有關。
2024-04-25 18:55
全球
更多全球-
美國第一季GDP成長不如預期!美股開盤重挫 道瓊崩跌逾600點
美國公佈最新經濟數據,第一季GDP年增1.6%,遠低於經濟學家之前預期的2.4%,個人消費支出(PCE)平減指數初報為3.4%,遠高於上一季的1.8%,加深了通膨持續的擔憂。經濟疲軟與通膨威脅雙重夾擊
2024-04-25 22:55
-

大逆轉!紐約最高法院推翻溫斯坦強姦定罪 他曾是MeToo代表人物
好萊塢前金牌製片人溫斯坦(Harvey Weinstein)在2020年遭紐約法院判處2項性犯罪成立,獲判23年徒刑,他也成為「#MeToo」運動最初最具代表性的人物。然而,紐約最高法院今(25)日推
2024-04-25 22:09
-

與台斷交衝擊大!宏都拉斯6成白蝦養殖場倒閉 蝦農轟錯誤的選擇
宏都拉斯去年與台灣斷交、轉與北京建交,台灣本來是宏國白蝦的主要出口地,台宏外交關係生變,也直接衝擊宏國蝦農生計。當地媒體最新表示,已有6成白蝦養殖廠關門,今年第一季水產業損失達2000萬美元,養蝦業瀕
2024-04-25 21:09
-

拋橄欖枝?哈馬斯官員:若讓巴勒斯坦「獨立建國」願解除武裝
以巴衝突持續,加薩地區遲遲不見和平曙光,各界期盼的停火協議遙遙無期。對此,《美聯社》今(25)日報導指出,哈馬斯(Hamas)高級官員哈亞(Khalil al-Hayya)透露,如果巴勒斯坦能夠完成獨
2024-04-25 19:18







